











-
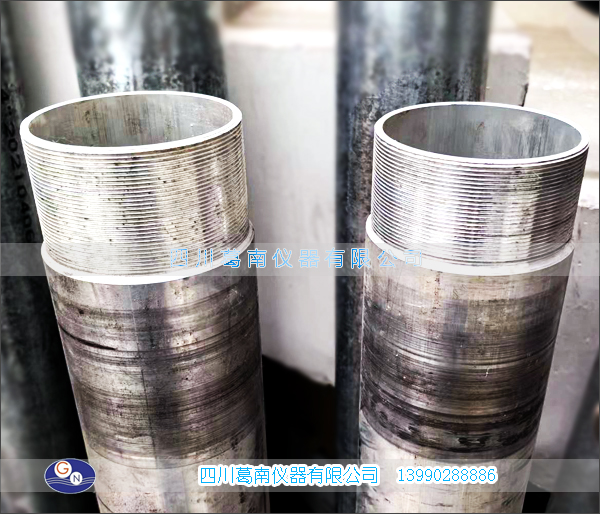
双金属铝心标管(φ69mm)
双金属标作为监测基准,使用双金属标作为垂直位移监测基准时,双金属标应深入至稳定区域。
双金属管钢管主要由钢管和铝管组成。
铝管宜采用无缝Φ110mm×6.5mm铝管或Φ51mm×5mm铝管。
铝管测定温度线膨胀系数,测量误差应≤±2×10-7/℃,≤±0.5×10-6/℃,<±0.16×10-6/℃。
各段管接头应精细加工,安装时全部丝扣连接缝,设置导向装置、锚底板。
-
¥0.00¥0.00
-


双金属标作为监测基准,使用双金属标作为垂直位移监测基准时,双金属标应深入至稳定区域。
双金属管钢管主要由钢管和铝管组成。
铝管宜采用无缝Φ110mm×6.5mm铝管或Φ51mm×5mm铝管。
铝管测定温度线膨胀系数,测量误差应≤±2×10-7/℃,≤±0.5×10-6/℃,<±0.16×10-6/℃。
各段管接头应精细加工,安装时全部丝扣连接缝,设置导向装置、锚底板。
双金属标作为监测基准,使用双金属标作为垂直位移监测基准时,双金属标应深入至稳定区域。
双金属管钢管主要由钢管和铝管组成。
铝管宜采用无缝Φ110mm×6.5mm铝管或Φ51mm×5mm铝管。
铝管测定温度线膨胀系数,测量误差应≤±2×10-7/℃,≤±0.5×10-6/℃,<±0.16×10-6/℃。
各段管接头应精细加工,安装时全部丝扣连接缝,设置导向装置、锚底板。

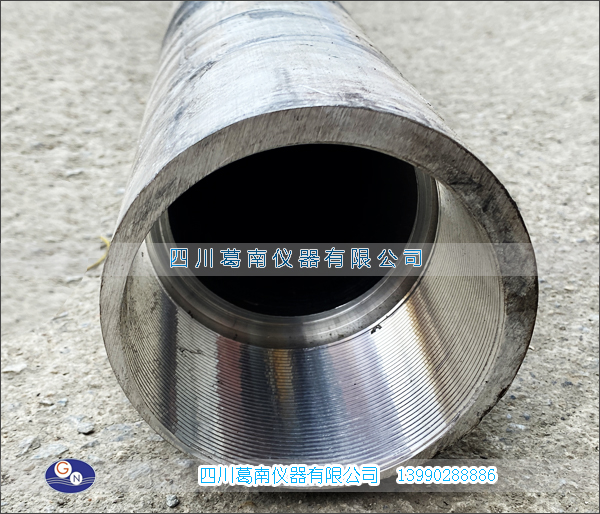
双金属铝芯管加工工艺
铝心管 (mm) | 管径:φ110 ,φ51 |
壁厚:δ=7,δ=5 | |
材料:LY11无缝铝管 | |
加工工艺 | 采用激光切割、激光焊接、机床攻丝 M64锥形镙纹、镙纹长100mm |
十字铜标头 | 精密Q235材料,精度0.01mm |
注: | 结合规范要求,可按用户尺寸定制加工 |

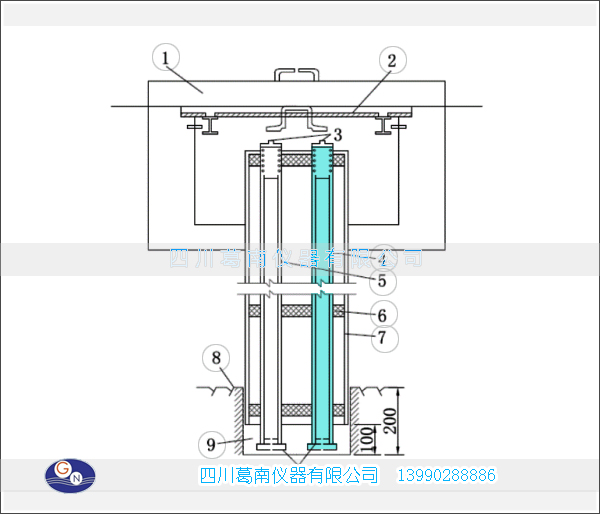
(1)钢筋混凝土保护盖
(2)钢板标盖
(3)标芯(铜十字标点)
(4)钢芯管(钢标管)
(5)铝芯管(铝标管)
(6)橡胶环(导向柱)
(7)钻孔保护管
(8)新鲜基岩
(9)M20水泥砂浆
(10)金属管底板与固定根络(管底锚板)
-

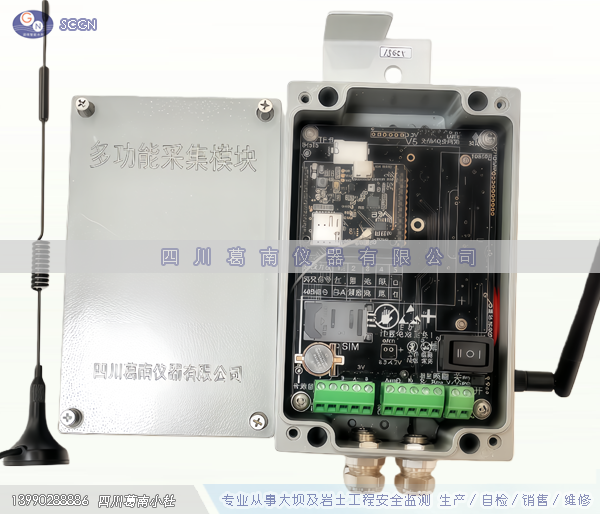
MCU-40M型模块化分步式自动测量单元(1<通道≤40)

-

MCU-16X型自动化采集设备(1<通道≤16)
-

MCU-8X型自动化采集设备(1<通道≤8)
-

MCU-4X型自动化采集设备(1<通道≤4)

-
MCU-1X型自动化采集设备(通道≤1)
-

MCU-24M型模块化分步式自动测量单元(1<通道≤24)
-
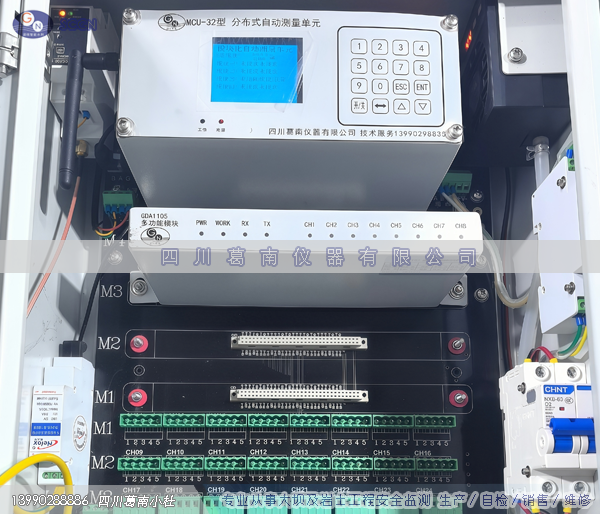
MCU-8M型模块化分步式自动测量单元(1<通道≤8)

销售咨询 13990288886
四川葛南仪器 杜蓉
秉持“诚信专”的服务理念,为大坝及岩土工程安全监测仪器行业提供服务。运用精湛的传感器生产工艺,通过严格的质量体系来控制生产过程,保证产品品质可靠、性能稳定,不断推进产品的创新与升级。依靠诚信经营获取客户的信任,得到客户的信赖与肯定。为客户提供全系列安全监测产品和技术服务,涵盖仪器选型、定制生产、销售、安装、技术指导、现场技术服务以及售后服务等,提供高效优质的服务。坚持24年专注大坝及岩土工程安全监测仪器领域,在行业中树立良好的“四川葛南……”品牌形象。
四川葛南仪器有限公司
全国工业产品生产许可证编号 QS(川)XK07-003-00002
● 专业从事安全监测仪器 生产/ 组装/ 销售/ 安装/ 埋设/ 技术服务
● 专业承接高低压电器设备柜、自动化控制柜 设计/组装/安装/技术服务
● 专业承接水电站 接入系统通信和水电站运维服务
----------------------------------------------
公司名称:四川葛南仪器有限公司
公司地址:四川省德阳市庐山北路477号希望城E幢24楼
销售经理:139 9028 8886 四川葛南 杜 蓉
售后服务:150 0838 6868 四川葛南 代主管
技术服务:184 2888 4888 水利监测人 张 工(水利水电高工、……)
四川葛南仪器产品专网:https://www.gnsy.cc
公司邮箱:1768129995@qq.com
联系电话:0838-2565309
传真电话:0838-2565136
微信公众号:SCGN88

